
Leak Testing Method
The first step in finding a leak detection solution suitable for your operation is determining what leak detection method to choose. This is conditioned by leak rate specification, product properties, test cycle time and total output. Kontikab know leak detection. Kontikab know industrial production. Our experience from different industries over the years, assures that we provide the best possible solution for your applications.
After a solid requirements specification process, Kontikab will provide a leak detection solution that is apt for your specific needs. Factors to be evaluated are for example; manual or automated handling, leak rates, pressure differences, vacuum levels, pressure tests, machine communication, HMI, cycle time, pumping system, gas recovery systems and working environment. To choose the right test method is the single most important decision in the leak detection process.
Integral Tests Vacuum
Total Leak Rate Test in Vacuum is the most accurate and precise way of determining the smallest leak rates and can be up to one million times more sensitive than using pressure decay techniques for example. This method, using a vacuum chamber, tracer gas and a mass spectrometer was first developed under the Manhattan project during WWII and are now used in testing everything from heat pumps to the large hadron collider at CERN. Helium is one of the smallest gas molecules, has a low viscosity and is inert, that means that Helium will not react with other substances.
These properties of Helium make it the ideal tracer gas and are widely used in leak detection in various industries.
Test process
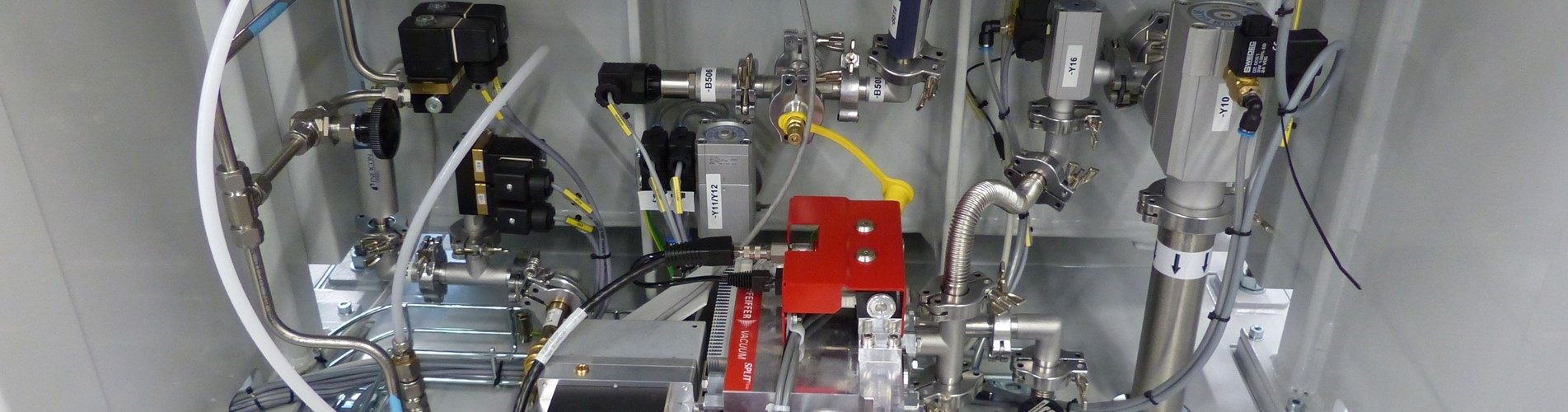
First the product is placed in a vacuum chamber, the product is tested for gross leaks and the air is pumped out of the chamber. The product is evacuated and then filled with Helium. If there is a leak the Helium molecules are seeking its way out into the vacuum chamber and from there to the mass spectrometer which will detect and count the amount of helium in the chamber. The machine will calculate this value and convert it to the true leak value for the product approving the product or rejecting it as a faulty product. The helium is pumped out into the helium recycle system or into the free air. The vacuum chamber is filled with air and the vacuum chamber door is opened. The method issued where the production output is quite high and where the leak specifications are strict.
Example of tested products: Fuel tanks, Coils, Heat pumps, RMUs, Switch Gears, Mechanical housing, Aluminum rims, etc.
Integral Tests Atmospheric
With total Leak Rate Test in Atmospheric Pressure it is possible to have a chamber solution with helium as tracer gas in atmospheric pressure. The Atmospheric Total Leak Rate Test is based on the same idea as with the vacuum chamber but without the vacuum. This method has its advantages, it is no problem to leak test big, warm or humid products and it is possible to test products which cannot stand vacuum. It is faster than pressure decay and is specifically the solution for objects that is sensitive for pressure differences. With this method you are able in industrial environments to detect leaks rates down to 10-5 mbarl/s.
Examples of tested products: expansion tanks, coils, big valves, radiators, aluminum castings, gear housing, injection valve, air damping elements, fuel level sensors, pressure sensors, etc.
Pressure Decay Test
Pressure decay test measures the change in pressure between the reference pressure and your pressurized object. This means that the test object can be tested with over or under pressure. It counts as an integral test, and will show the objects true leak rate. For the right application and to the right test product, this method is precise, however take in consideration that time and the properties of the surroundings play a crucial roll in this test. The method is very sensitive to variations in temperature.
Examples of tested products: Batterypackages, plate heat exchangers, aluminum castings, expansion tanks, etc.
The instrument we use for these kinds of tests are almost everytime of ForTest.

Daniel Stålrud (Pettersson)
Sales & Project Manager
Leak Detection Systems
Tel: +46 322-64 25 38
Email: Daniel.Pettersson@avt.se

Kontikab, part of AVT, delivers machines for industrial leak testing globally. With over 30 year’s of experience we are a pioneer in equipment and solutions for leak testing with high quality, measurment accuracy and efficiency. AVT Industriteknik delivers advanced turnkey automated production solutions.
Links
Rating

AVT Industriteknik AB
Org.nr 556596-5786
Highest creditworthiness since 2016
© Bisnode 21 aug 2018
Contact us
Head Office & Factory
Industrigatan 1
441 21 Alingsås, Sweden
Sales Office
Hantverksvägen 15
436 33 Askim (Göteborg), Sweden
Tel: +46 322-64 25 00
2026 © AVT Industriteknik AB. All Rights Reserved.